The top four criteria are:
WHAT for a medium? –> Pumping medium
HOW MUCH Amount? –> Flow rate
WHERE, how far, how high? –> Pipe geometry
WHICH pump unit should be used? –> Delivery unit
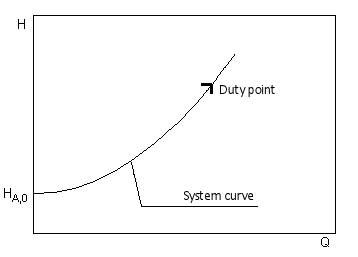
If the flow rate and pipe geometry are known, the head can be calculated with the help of the pressure loss calculation. Flow rate and head together form the duty point for the pump design.
“It indicates the values of Flow and Head which will be obtained at stationary operation with the respective speed-related pump H-Q curve.”
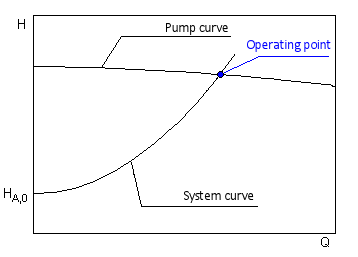
The specified duty point is defined to be that point on the system H-Q curve for which a pump is to be selected in line with the calculated hydraulic design criteria. The objective of the selection is (apart from other criteria, such as maximum efficiency) to minimise the deviation between the specified and the actual duty points.
The actual duty point is always located at the intersection of pump H-Q curve and the actual system H-Q curve. At constant speed it moves up the pump H-Q curve with increasing friction losses towards a lower flow rate. The duty point should be chosen as close as possible to the point of optimum efficiency.
It is determined by the flow rate and head at the corresponding operating speed. When pumping highly viscous media, the pump characteristic curves and thus also the design point are shifted in relation to the characteristic curve recorded with water.
The point is composed of the volume flow Q and the flow rate H.
To calculate the design point, the required volume flow (flow rate of the pump) is first determined. Depending on the application, this can depend on various variables (e.g. heat requirement for heating systems, volume of wastewater produced, etc.). The calculated volume flow is then used to determine the frictional losses of the pipeline, which together with the static head then gives the total head of the pump.
If a minimum flow velocity is specified for the application and this is not reached for the calculated flow rate, the rated flow rate is adjusted so that the minimum flow velocity is reached. The pump then runs in off mode (intermittent).
The duty point of the system is the required operating point for the pump selection. The standard pumps usually have a deviation between the desired duty point and the actual operating point. The permissible deviation depends on the field of application and is partly regulated by applicable standards.
With speed-controlled pumps, the speed of the pump is modified so that the set operating point is approached exactly. Especially in systems that are operated in different load conditions (e.g. heating system), this enables efficient operation.
Depending on the design of the pump, there are further possibilities for adapting the pump performance curve to the duty point. In addition to changing the speed, the following methods are widely used:
The two most common systems are:
The stuffing box – the conventional shaft seal – is, due to its intense maintenance requirements, only rarely used for building services application and then mostly in conjunction with flexibly coupled baseplate pumps. Their use with Inline pumps is restricted to some special design versions.
Specific operating conditions require distinctly different types of glanded seals. They are subject to constant observation and maintenance adjustments. Proper lubrication of the gland packing requires a certain leak-age rate which at average working pressures/temperatures and normal water quality amounts to a mean rate of 10 drops per minute. Special manufacturers’ recommendations are to be observed individually. Service life expectancy is between 1 and 2 years, this can sometimes extend to several years on favourable operating conditions. Extremely bad water conditions (sediments, additives, overheating) can however drastically cut short their service life.
Glanded seals should preferentially be used in conjunction with shaft sleeves in order to avoid damage to the shaft by aggressive fluids or due to inproper treatment of the glanded packing respectively.
The maintenance-free mechanical seal has virtually become standard equipment for glanded pumps in building services and many other applications.
They operate without any visible water leakage and do not require any maintenance whatsover during their service life, which runs between 1 and 2 years, maximum 3 years. However, extremely bad water (sedi-ments, use of additives, overheating) can also severely shorten their service life. In such cases it is advis-able to check their suitability or the necessity for special designs with the seal manufacturers.
The following mechanical seal configurations have proved to be the most suitable for building services:
bi-directional function
flexible shaft attachment by means of an elastomeric bellows (automatic compensation of seal seat wear by means of the integrated spring)
hard/soft material combination (ceramics or hardened metal to carbon) offering optimum lubricating qualities
attachment to a bronze or stainless steel shaft sleeve.
Note:
Packed gland and mechanical seals are parts, subject to wear. Dry running is not admissible, as it will lead to the destruction of the seals.
That means that the local atmospheric pressure pb is higher than the sum of net positive suction head HH and vapour pressure pv; the inlet pressure is thus no longer required. This interrelation is based on the drastic reduction of the vapour pressure of cold water. In practice, that means:
Pumps operating at a negative minimum inlet pressure Hreq are capable of creating a suction lift (not self-priming).
The suction capacity is approximately equal to the level of the negative minimum inlet pressure minus 1m safety factor.
As pumps normally used in conjunction with building services are generally not of selfpriming characteristics, the following conditions for suction lift operation must be met:
Filling and venting of the suction-side pipework including the pump before commissioning.
Avoiding air entrainment during pump operation (aeration will result in break-down of suction capability).
Avoiding drainage of suction-side piping on standdown of pump by providing and installing a footvalve (danger of leakage due to dirt particles).
Reliance on non-return valves in the discharge pipe is not sufficient, as air can be entrained by way of the shaft seal (mechanical or packed gland seals) on pump standdown.
The suction capability of non-selfpriming pumps is, on account of their construction features, generally limited to the range of max. 2 to 4 m. Higher suction lifts (max. 8 to 9 m) and selfpriming operation require the use of Special Pumps.
A distinction is made according to the movement type of the displacer. The types are rotary and reciprocating positive displacement pumps.
Oscillating positive displacement pumps include
Piston pump
Diaphragm pump
The following constructions are counted among the rotating positive displacement pumps:
Screw pump
Progressing cavity pumps (eccentric screw pumps)
Rotary lobe pump
Gear pump
Screw pump
Peristaltic pump
In opposition to the centrifugal pumps the positive displacement pumps are suitable for a very high viscosity of the pumped fluid. Furthermore the reciprocating pumps can be suitable for metering and dosing applications.
Design
The uniform feature of glanded pumps is the separation between the pumped fluid and theirst drive motor. The connection between the impeller in the pump body and the motor is made by either a common shaft or by coupled shaft parts. The rotating motor component remains dry (thus the term Dry-Motor Pump). The rotor support by means of roller bearings requires separate lubrication. The pumps are normally driven by IEC-standards electric motors but also by special design motors up to explosion-protected versions.
Pump types / function
Glanded pumps are of two distinctly different designs:
Monobloc Glanded Centrifugal Pumps
DIN-Standards Centrifugal End-Suction Pumps
Glanded pumps are louder than glandless pumps. The noise is caused by the roller bearing (ball bearing or needle bearing) and the fan wheel of the surface-cooled electric motor. The noise of the pump itself – flow noise, bearing noise – is completely negligible, unless unusual operating situations occur (cavitation, etc.).