Fachartikel: Spaltrohrmotorpumpen für Ammoniak-Anwendungen

Spaltrohrmotorpumpen für Ammoniak-Anwendungen. (Bildquelle: HERMETIC-Pumpen GmbH)
Für den Herstellungsprozess von Ammoniak bietet der Spezialist für Spaltrohrmotorpumpen mit seinen Baureihen CAMT und CNF sichere und langlebige Aggregate, die Anlagenbetreibern eine Reihe von Vorteilen gegenüber konventionellen Kreiselpumpen gewährleisten. Während die Baureihe CNF mit integriertem Hilfslaufrad und interner Flüssigkeitsrückführung speziell für das Fördern von Flüssiggasen, siedenden Medien und Kondensaten konzipiert ist, bietet die Baureihe CAMT in Tandemausführung eine effektive Lösung für das Fördern kleiner Mengen bei großen Förderhöhen wie es typischerweise beim Pumpen des flüssigen Ammoniaks in den Speichertank üblich ist.
Anwendungsgebiete
Ammoniak – das chemische Gemisch aus Stickstoff und Wasserstoff mit der Formel NH3 – ist mit geschätzten 180 Mio. produzierten Tonnen pro Jahr (Stand 2021) eine der meisthergestellten Chemikalien weltweit. Etwa 75 Prozent werden für die Düngemittelproduktion verwendet. Verschiedene aus Ammoniak abgeleitete Stoffe dienen als Ausgangsstoffe für Polymere. In der Kältetechnik wird Ammoniak als schwer entflammbares und für den Treibhauseffekt ungefährliches Kältemittel eingesetzt. Auch bei der Suche nach alternativen Treibstoffen wird Ammoniak als Transportmittel für Wasserstoff und zunehmend auch als Alternative zum Wasserstoff ins Gespräch gebracht.
Ammoniakherstellung
Ammoniak wird aus Wasserstoff und Stickstoff hergestellt. Der verwendete Synthese-Prozess läuft meist nach dem Haber-Bosch-Verfahren ab. In den letzten Jahren wird jedoch stark an alternativen Prozessen geforscht, da das Haber-Bosch-Verfahren einen hohen Kohlenstoffdioxidausstoß und einen hohen Energiebedarf aufweist. Die benötigten Ausgangsstoffe für die Ammoniaksynthese werden mithilfe der so genannten Dampfreformation gewonnen. Das entstehende Synthesegas besteht zum Großteil aus Wasserstoff und Stickstoff.
Ammoniaksynthese
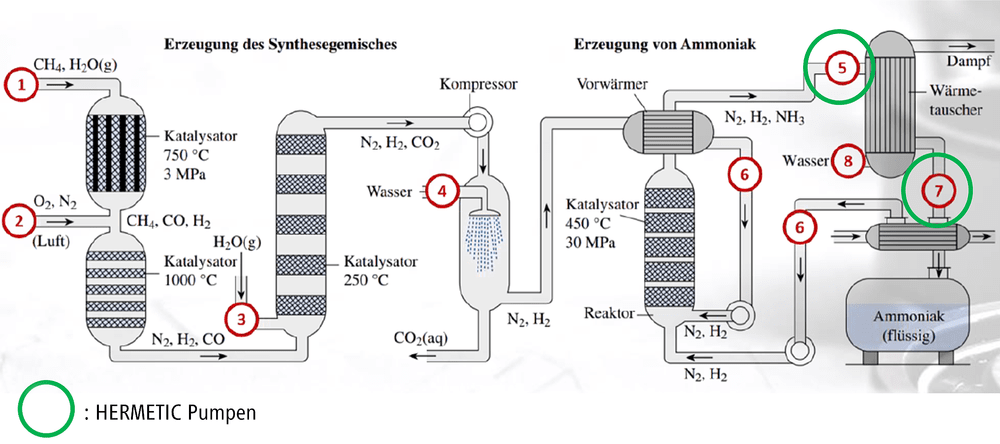
Für die Ammoniaksynthese wird das Synthesegemisch mit einem Turbokompressor auf 250 bar bis 300 bar komprimiert, damit bei 400 °C bis 500 °C die eigentliche Ammoniaksynthese im Reaktor stattfinden kann. Der Katalysator im Reaktor besteht aus speziell präpariertem Eisen, welches Spuren von Kalium, Aluminium, Calcium, Magnesium und Sauerstoff enthält. An diesem trennen sich die aus zwei Atomen bestehenden Stickstoff- und Wasserstoffmoleküle auf und verbinden sich mit einem Atom des anderen Elements zu Ammoniak. Dieses wird dem Prozess laufend entnommen und anschließend in einem Wärmetauscher mit Wasser, zugeführten Gasen und/oder anderen Prozessströmen laufend abgekühlt. Durch diese Abkühlung kondensiert das Ammoniak und kann mittels eines Druckabscheiders aus dem Kreislauf entnommen werden. Die nicht reagierten Sauerstoff- und Wasserstoffbestandteile werden wieder auf Betriebsdruck gebracht und dem Synthesegas zugegeben. Für eine Erhöhung der Reinheit wird das entstandene Ammoniak manchmal noch destilliert. Das Ammoniak wird nun so weit gekühlt, dass es flüssig wird und somit in großen Tanks gespeichert werden kann.
Hohe Anforderungen an das eingesetzte Equipment
Für Pumpen sind die physikalischen Eigenschaften von Ammoniak (geringe Viskosität und Dichte, niedrige Temperatur) herausfordernd. Die starke Korrosivität und die gesundheitsschädigende bzw. giftige Eigenschaft von Ammoniak erfordern eine hohe Materialbeständigkeit und Dichtigkeit des verwendeten Equipments. Spaltrohrmotorpumpen sind aufgrund der dichtungslosen Technologie und der hohen Sicherheit sehr gut für diesen Einsatzzweck geeignet. Insbesondere bei der Abführung des kondensierten Ammoniaks (5) und dem Pumpen des flüssigen Ammoniaks in den Speichertank (7).
Vollkommen leckagefreie, verschleiß- und wartungsarme Pumpentechnologie
Im Gegensatz zu konventionellen Kreiselpumpen mit Gleitringdichtungen kommen Spaltrohrmotorpumpen ohne jegliche anfälligen dynamischen Dichtungen aus. Stattdessen verfügen sie über eine zweite hermetische Sicherheitshülle, die jedes Austreten von Fördermedien und Emissionen ausschließt. Der konstruktionsbedingte Verzicht auf verschleißanfällige Bauteile wie Wellendichtungen, Kupplungen und Wälzlager sorgt für eine hohe Betriebssicherheit, beinahe zu vernachlässigenden Verschleiß und die besten MTBF-Werte (Mean Time Between Failure), verglichen mit anderen Pumpentechnologien.
Kompakte Pumpenlösung für die Abführung des kondensierten Ammoniaks
Für die Abführung des kondensierten Ammoniaks sorgt eine HERMETIC Spaltrohrmotorpumpe des Typs CNF. Die Baureihe CNF ist die Ausführung für Flüssiggase, siedende Medien und Kondensate mit einem Dampfdruck bis 10 bar. Mit integriertem Hilfslaufrad und interner Flüssigkeitsrückführung ist sie geeignet zur Förderung von Flüssigkeiten nahe am Dampfdruck. Das Anwendungsraster für CNF-Varianten beinhaltet Förderhöhen bis 220 m, Volumenströme bis 1800 m³/h, Fluidtemperaturen von –120 °C bis +360 °C und Leistungsstärken bis 220 kW und Druckstufen bis 25 bar.
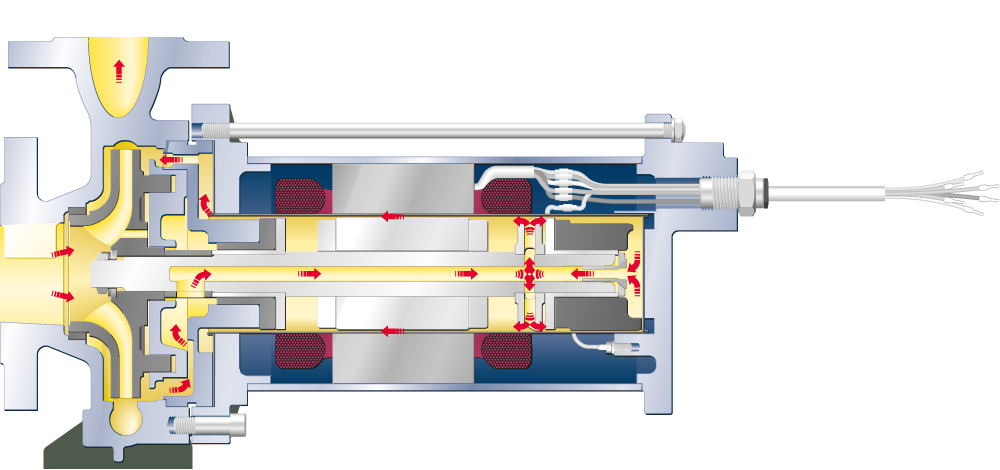
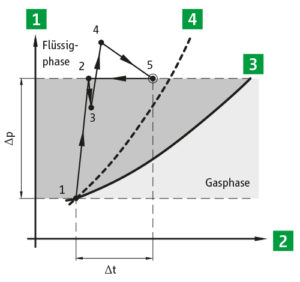
In der vorliegenden Anlage arbeitet eine einstufige Spaltrohrmotorpumpe des Typs CNF 65-40-200 bei einem Förderstrom von 15 m³/h und einer Förderhöhe von 45 m. Der Motor N34L-2 verfügt über eine Wellenleistung von 10,5 kW. Die Betriebstemperatur beträgt 40 °C, der Dampfdruck 1,2 bar. Dank der intern gelösten Rezirkulation wird ein Teilstrom zur Kühlung des Motors und Schmierung der Lager an der Peripherie des Laufrades abgezweigt und nach Durchströmen des Motors wieder auf die Druckseite zurückgeführt. Um zu verhindern, dass aufgrund des Druckverlusts hinter dem Laufrad die Flüssigkeit in den gasförmigen Zustand gerät, wird der Druck mit einem Hilfslaufrad erhöht.
Konventionelle Pumpen müssen hierbei auf externe Rezirkulationsleitungen zurückgreifen. Da dadurch mehr Dichtungen, Flansche und Rohrleitungen benötigt werden, besteht nicht nur ein höheres Leckagerisiko. Auch die Installationskosten sind höher. Mit der Rezirkulation innerhalb der Pumpe bietet HERMETIC hingegen eine schlanke Pumpenlösung mit geringem Einbauraum und geringem Installationsaufwand. Der flüssigkeitsgefüllte Spaltrohrmotor arbeitet aufgrund der hydrodynamischen Gleitlager im Dauerbetrieb verschleißund wartungsfrei.
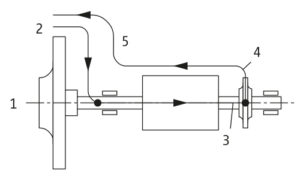
Teilstromrückführung zur Druckseite
|
|
Druck-Temperatur-Diagramm
 |
|
Im Variantenbaukasten V-Line preislich attraktiv und schnell verfügbar
Die Baureihe CNF ist mit den gängigsten Pumpen-Motor-Kombinationen im HERMETIC V-Line Pumpenkonzept erhältlich. Mit standardisierten Baugruppen verfolgt das V-Line Pumpenkonzept den modularen Ansatz des Anlagenbaus. Zur Auswahl stehen Spaltrohrmotorpumpen-Varianten mit unterschiedlichen Hydrauliken, Motorleistungen und Werkstoffausführungen einschließlich der passenden Überwachungstechnik. Das Anwendungsraster für CNF-Varianten beinhaltet Förderhöhen von 12 m bis 145 m, Volumenströme von 1,5 m³/h bis 130 m³/h, Fluidtemperaturen von –50 °C bis +180 °C, Leistungsstärken von 6,0 kW bis 33 kW und Druckstufen bis 16 bar.
Innerhalb dieser Parameter lassen sich über ein Online-Tool, das „HERMETIC Experten Tool“ zahlreiche Pumpen-Motor-Kombinationen mit wenigen Klicks konfigurieren. So werden optimierte Lieferzeiten von 8–12 Wochen ermöglicht.
Mehrstufige Tandembauweise sorgt für zuverlässige Förderung in den Speichertank
Beim Pumpen des flüssigen Ammoniaks in die großvolumigen Speichertanks müssen oft hohe Förderhöhen überwunden werden. Förderaufgaben im Bereich kleiner Fördermengen und großer Förderhöhen lassen sich mit guten Wirkungsgraden nur durch mehrstufige Kreiselpumpen erzielen. In der vorliegenden Anlage sorgt eine sechsstufige Spaltrohrmotorpumpe des Typs CAMT 44/6 in Tandemausführung für die zuverlässige und sichere Förderung des flüssigen Ammoniaks in den Speichertank. Bei einem Förderstrom von 40 m³/h müssen 300 m Förderhöhe überwunden werden. Der Motor N80rm-2 verfügt über eine Wellenleistung von 57 kW. Die Betriebstemperatur beträgt 15 °C, der Dampfdruck 1 bar.
Vielstufigkeit, bei gleichzeitig einseitiger Lagerung, wirft jedoch Probleme in Bezug auf Schwingungen und Wellendurchbiegungen auf. Mit Hilfe der Tandemausführung konnte für diesen Förderfall eine ideale Lösung gefunden werden. Vor und hinter dem Spaltrohrmotor ist jeweils eine dreistufige Kreiselpumpe mit gleichem Drehsinn angeordnet. Dadurch wird die Welle nicht einseitig belastet. Der gesamte Förderstrom wird von der ansaugenden Pumpe über den Rotorraum zur druckseitigen Pumpe geführt, wobei der Hauptanteil des Förderstroms durch die Hohlwelle, ein geringer Teil durch den Rotor-Stator-Spalt geführt wird. Als Vorteile dieser Bauart ergeben sich kurze Läufersätze (Biegearme), sowie eine ideale Lagerung der gesamten Welle.
HERMETIC-Technologien sorgen für hohe Prozesssicherheit und niedrige Lebenszykluskosten
Egal ob als modular konfigurierte Pumpe aus dem V-Line Konzept oder individuell engineered – jede Spaltrohrmotorpumpe von HERMETIC verfügt über hochentwickelte Technologien. Dazu zählt beispielsweise das einzigartige HERMETIC ZART-Prinzip. Läuft die Pumpe im Betriebspunkt, entsteht kein Kontakt zwischen rotierenden Teilen. Die komplette Kompensation der Axialkräfte in Verbindung mit hydrodynamischen Gleitlagern garantieren eine extrem hohe Zuverlässigkeit in den Prozessen der Betreiber. Dadurch lassen sich die Lebenszyklus- und Betriebskosten der Pumpe bei der Ammoniakherstellung erheblich reduzieren.
Quelle: Hermetic-Pumpen GmbH