
More Efficient Pumps Easily Achieved with New Wear Rings
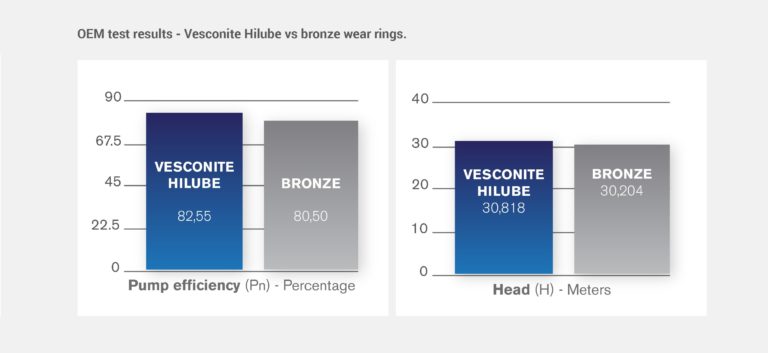
Test results (Image source: Vesconite Bearings)
Bronze casing wear rings with a clearance of 0.3 mm were tested against no-swell Vesconite Hilube at 0.1 mm Pump efficiency increased from 80.50 to 82.55%. Pumping head increased from 30.204 to 30.818 m.
Both these measures are important in the pump industry. Pump efficiency indicates how much of the energy supplied to the pump is converted to pumping fluid. Pump head, meanwhile, measures the pressure that the pump produces in terms of the height to which the pump can raise water. Head is important where the water source is far from the pumping destination and is vital when users want to increase the pump output.
Importantly, catastrophic failures can be avoided with Vesconite Hilube. With metal rings, if there is contact with the impeller, galling and seizures can quickly occur. But if a Vesconite Hilube wear ring contacts an impeller, it acts as a mechanical fuse and machines away safely, keeping the close clearance.
With a simple swop of the wear ring material, more efficient pumps can be achieved through closer clearances, and wear ring corrosion eliminated.
Source: Vesconite Bearings






