NOV Supplies More Mono Pumps to Major Anaerobic Digestion Operator
NOV provided a pair of their Mono progressing cavity pumps, which are now helping to manage some 12,000 tonnes of material each year, including 7,500 tonnes of food waste, at a major waste recycling plant in Weston-super-Mare.

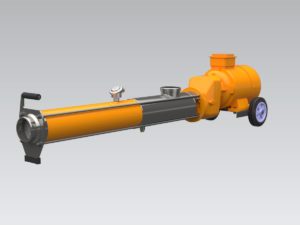
NOV has provided a pair of Mono™ progressing cavity pumps which are now helping to manage some 12,000 tonnes of material each year, including 7,500 tonnes of food waste, at a major waste recycling plant in Weston-super-Mare. (Image: NOV)
An EZstrip transfer pump and a Compact C range pump have been installed as part of an Anaerobic Digestion (AD) process operated by the award-winning waste management company, Cory Environmental. Three other EZstrip pumps have previously been installed in other parts of this plant.
“We are one of the UK s leading waste management companies, and our customers rely on us to provide them with reliable and efficient waste management and recycling services,” says Alistair Holl, Director of Cory Environmental Resource Management. “Our existing Mono equipment from NOV had performed well, and that was a major factor in our decision to use two additional Mono pumps to handle the depackaged organics which go into our AD process. This is mainly food waste which can by quite aggressive on the rotors and stators of any pumps involved, so it was also important that we chose equipment that we knew would deliver in this sort of demanding application.”
NOV’s unique EZstrip design has revolutionised the way in which progressing cavity pumps and associated products are maintained, as it allows a pump to be disassembled and de-ragged quickly and easily, without the need to remove the pump or any attached pipework. This reduces the typical day-long PC pump maintenance operation to just a 30 minute job, thus maximising uptime and availability. ”The time and cost savings that the EZstrip design offers were also major considerations in our decision to use NOV again,” adds Alistair Holl.
The Compact C Range progressing cavity pump is designed to deliver outstanding performance from a compact unit that will fit into restricted spaces. It features a good suction lift capability of over eight metres, a positive displacement action which gives reliable process control, and a variable speed capability, “This makes it well suited to the sort of accurate dosing applications which are found in AD operations,” adds Alistair Holl.
This pump is available in either cast iron or stainless steel, which allows it to be tailored to applications with special requirements such as AD. A high pressure capability eliminates the need for a series of pumps when pumping over long distances or with high head requirements. It can also be supplied with a square inlet and conveyor to assist with the pumping of viscous slurries such as food waste.