HERMETIC desarrolla una bomba de motor encapsulada sofisticada para la desulfuración de diésel
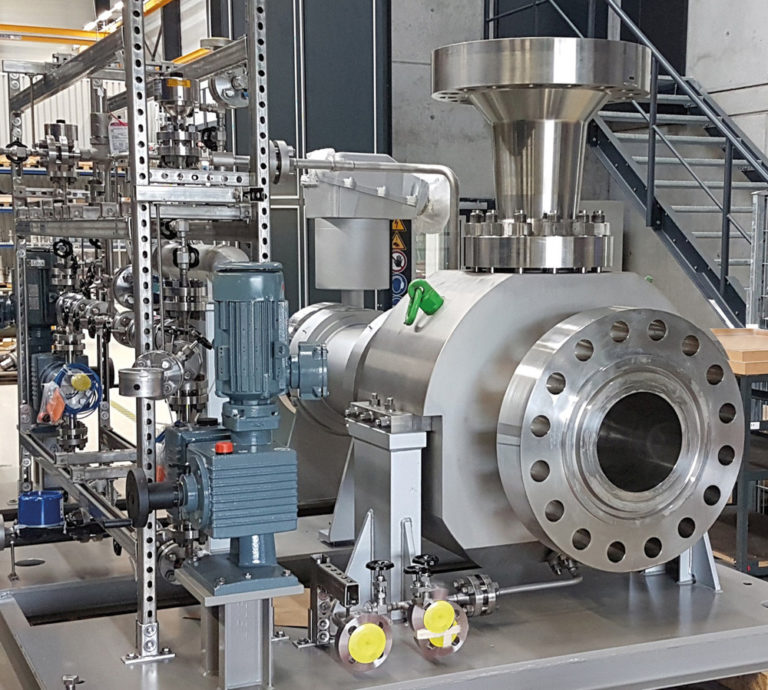
Bomba de motor encapsulado en diseño de alta presión. (Fuente de la imagen: HERMETIC-Pumpen GmbH)
Las altas presiones y temperaturas del sistema que prevalecen durante el proceso de desulfuración exigen la máxima seguridad y fiabilidad de los equipos utilizados. La bomba HERMETIC sellada herméticamente, el extenso equipo de medición y control, así como las rigurosas pruebas e inspecciones, no solo garantizan al operador de la planta una solución de bomba segura con alta disponibilidad. El factor decisivo para la refinería fue la pericia y la experiencia de HERMETIC con los complejos desafíos de las grandes plantas industriales de petróleo y gas. Además, el especialista en bombas con una empresa conjunta brinda soporte en el sitio a plantas de fabricación y oficinas de servicio en China.
Bajo las regulaciones globales cada vez más estrictas sobre la reducción de emisiones contaminantes, existe un límite de 10 ppm para el contenido de azufre en los combustibles diésel. Para cumplir con los requisitos, las refinerías deben invertir en modernización tecnológica. El proceso de desulfuración de diésel incluye un proceso de hidrogenación que requiere presiones de sistema de más de 100 bar y temperaturas de más de 400 °C. Dado que incluso las fugas más pequeñas pueden causar incendios fatales, las plantas y los componentes requieren el más alto nivel de confiabilidad y seguridad. En el caso de la bomba de circulación del reactor que requiere un caudal de 1.000 m³/h y una cabeza de caudal de 65 m, una conocida refinería de China confía en la experiencia y la calidad de HERMETIC.
Solución de bomba sin fugas para la industria del petróleo y el gas
El núcleo del sistema de bomba de 10 toneladas es una bomba de motor encapsulado CNKfH+D 300-500. El motor refrigerado por agua de la bomba según API 685 tiene una potencia en el eje de 185 kW. Todas las piezas que contenían presión estaban hechas de materiales sólidos forjados. La carcasa está fabricada en acero inoxidable SS 316 Ti de alta resistencia y ha sido probada a 310 bar. Con una presión del sistema de 112 bar y una temperatura de funcionamiento de 405 grados Celsius, la unidad compacta integrada está diseñada para una presión nominal de 130 bar. Además del revestimiento del rotor, la carcasa del motor sirve como contención secundaria, lo que proporciona una solución de bomba segura y sin fugas.
Principio de diseño de bajo desgaste y mantenimiento
La omisión relacionada con el diseño de componentes propensos al desgaste, como juntas de eje, acoplamientos y cojinetes, reduce los costes de mantenimiento y reparación y garantiza una vida útil más prolongada. La parte tecnológica "ZART" (Zero Axial and Radial Thrust) de HERMETIC garantiza un funcionamiento sin contacto ni desgaste de la unidad del rotor. Se basa en un completo equilibrio de empuje axial junto con cojinetes de manguito hidrodinámicos. Mientras que los mecanismos de alivio en la unidad de control monitorean continuamente la posición axial del eje de la bomba, una fina película de fluido entre el componente de cojinete de manguito giratorio y estático permite una "flotación" completa del rotor. Para el control del equilibrio del empuje axial, la bomba está equipada con la tecnología HERMETIC "MAP". El control de la posición del rotor detecta los más mínimos juegos en el movimiento del rotor y sirve como una especie de sistema de alerta temprana para evitar condiciones de funcionamiento no deseadas y daños costosos. Debido a este equilibrio de potencia hidráulica, la bomba HERMETIC funciona sin desgaste radial ni axial, lo que ofrece a los operadores de la planta una vida útil significativamente más larga.
Sistema completo con equipo de medición y control integrado
Para garantizar una alta disponibilidad y durabilidad, la bomba de motor encapsulado se suministró con equipos adicionales de medición y control. Para evitar posibles daños en el motor y los cojinetes, este proceso particular evita acumulaciones de gas en el lado del motor, que pueden escapar del medio bombeado. Una bomba dosificadora adaptada con precisión a la aplicación genera un contraflujo fino y uniforme en el espacio del rotor, lo que evita esto. Un indicador de nivel integrado en la monitorización del sistema indica si no hay gas en el circuito. Mientras que una barrera térmica evita la transferencia de calor de la bomba a la parte del motor, un intercambiador de calor externo asegura la disipación de la pérdida de calor del motor. Para evitar el sobrecalentamiento, se integra un control de temperatura del devanado del motor. Otro sensor monitorea la temperatura del circuito de refrigeración del motor, lo que garantiza el rendimiento de refrigeración y la seguridad funcional. Otros componentes, como las válvulas de seguridad y los extensos y rigurosos procedimientos de prueba e inspección, incluidas las pruebas de rayos X, las pruebas de vibración y las pruebas ultrasónicas, así como la documentación completa, completan el alcance del suministro de un sistema altamente confiable. Las bombas HERMETIC demuestran su seguridad y rendimiento actualmente en 15 grandes refinerías en todo el mundo.
Fuente: Hermetic-Pumpen GmbH