
Bombas Sulzer en el corazón de la instalación Smolt más grande de Noruega
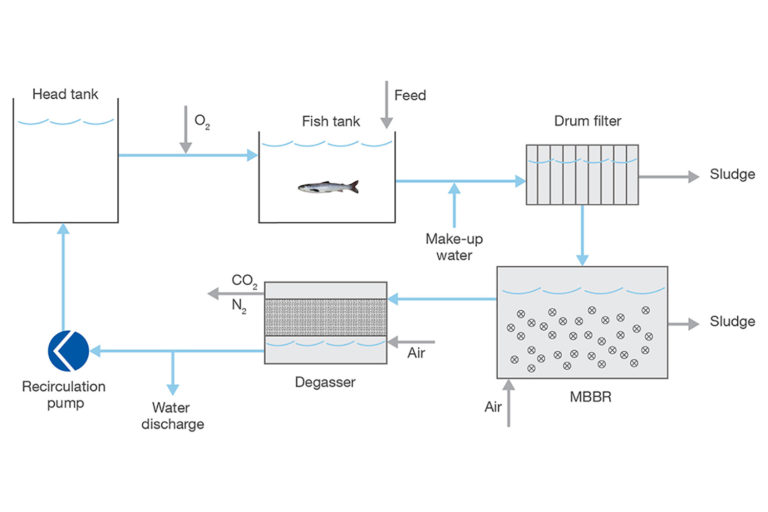
Gráfico de proceso del sistema de tratamiento de agua (Fuente de la imagen: Sulzer Ltd.)
Esta piscifactoría RAS (Recirculating Aquaculture System) es la más grande de su tipo en Noruega, con un enfoque especial en el bienestar de los smolts. La instalación terrestre cuenta con equipos de última generación para una bioseguridad y sostenibilidad óptimas. En el corazón del proceso RAS, todas las bombas de recirculación fueron suministradas por Sulzer.
El desafío
La planta Innhavet RAS tiene 34 peceras de diferentes capacidades (350 a 1000 m³) en 5 secciones principales separadas. Cada tramo es independiente de los demás e incluye su propio sistema completo de tratamiento de agua en circuito semicerrado (98% de recirculación + 2% de agua de reposición). El agua salobre de las peceras fluye primero por gravedad a un filtro de tambor giratorio para la eliminación de las principales partículas sólidas suspendidas. Luego cae en un MBBR (reactor de biofilm de lecho móvil) para la reducción de TAN (nitrógeno amónico total). Luego de pasar por un desgasificador en contracorriente para el despojo de nitrógeno y dióxido de carbono, el agua tratada finalmente es bombeada a unos tanques de cabecera, antes de la oxigenación y retorno a los tanques de peces.
En cada pecera, el agua se renueva completamente cada media hora. El bienestar de los smolts depende en gran medida de un flujo constante de agua a través de la instalación. La fiabilidad de las bombas de recirculación es, por tanto, de suma importancia.
El alto rendimiento energético general de la planta RAS significa una mejor huella ambiental y menores costos operativos. En consecuencia, los componentes principales de los circuitos de tratamiento de agua deben tener eficiencias de primera clase, en particular las bombas de recirculación.
La solución
Como proveedor a largo plazo de equipos (bombas y turbinas) para otras plantas de Nordlaks, Sulzer participó en una etapa inicial del nuevo proyecto. En colaboración con Momek Group, un gran proveedor de servicios industriales en Escandinavia, las bombas se seleccionaron cuidadosamente, no solo para cumplir los requisitos durante el período de garantía, sino para que funcionen de manera óptima y económica durante toda la vida útil del sitio. Para la recirculación del agua salobre, ya se han instalado 50 bombas de proceso AHLSTAR y BE en material dúplex que están en funcionamiento continuo. Además, se utilizan 5 bombas de hélice sumergibles VUPX en servicio intermitente cuando las peceras se vacían durante la transferencia de smolts.
Beneficio para el cliente
Al elegir trabajar con un socio de confianza, el cliente se aseguró de obtener un soporte técnico rápido y permanente, además de los mejores productos. Las bombas de recirculación tienen las siguientes ventajas principales:
- Eficiencias hidráulicas extremadamente altas que superan con creces las regulaciones energéticas más estrictas para bombas de agua. Esto significa un enorme ahorro de energía a lo largo del tiempo y un menor costo total de propiedad.
- Puntos de trabajo cercanos a BEP (Best Efficiency Points), velocidades de rotación bajas y placas de base rígidas con cemento. Las unidades de bombeo funcionan sin problemas con niveles de vibración minimizados.
- Material de calidad superior para todas las partes húmedas. Para la elección del material de la bomba en contacto con agua salobre, la perspectiva a largo plazo favoreció el acero inoxidable dúplex en lugar del 316SS. Los aceros dúplex tienen una mejor resistencia de diseño que los aceros inoxidables austeníticos, así como una mayor resistencia a la corrosión, abrasión y picaduras. Al final, se reducen los costos de mantenimiento y el riesgo de tiempo de inactividad.
Sulzer es un proveedor reconocido en el mercado de piscifactorías, con soluciones innovadoras y probadas de bombeo, mezcla y aireación, y ofrece productos de alta eficiencia energética con bajos costos de ciclo de vida y la menor huella ambiental posible. Como especialistas en materiales en una amplia gama de aplicaciones de agua dulce, agua salobre, agua de mar y salmuera, podemos ofrecer bombas en hierro fundido, acero inoxidable 316, dúplex, superdúplex, SMO, etc.
Datos del proyecto
50 bombas de recirculación AHLSTAR y BE (servicio continuo) en circuitos de tratamiento de agua. Las bombas en voladizo de una etapa instaladas en seco están equipadas con impulsores semiabiertos y sellos mecánicos simples.
| <×Bombas | <×Cantidad | Material (dúplex) | Flujo (m³ / h) | Cabeza (m) | Eficiencia (%) |
| A43-500 | 30 | A890 3A | 1'080 | 4.5 | 88 |
| BE325-2532 | 20 | A890 4A | 430 | 5.3 | 85 |
Cinco bombas de hélice sumergibles VUPX-0402 (2'280 m³ / h @ 3 m) (servicio intermitente) para el vaciado de peceras.
& nbsp;
Fuente: Sulzer Ltd.





