
Sulzer Pumps nel cuore del più grande impianto Smolt in Norvegia
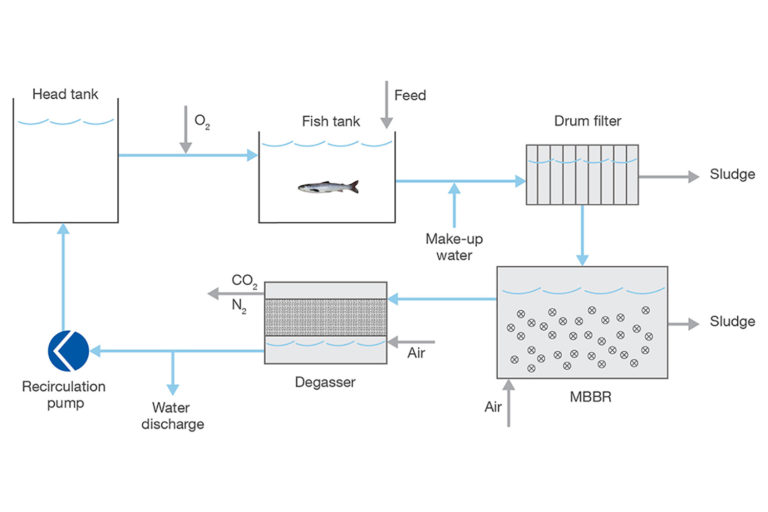
Grafico del processo del sistema di trattamento dell'acqua (Fonte immagine: Sulzer Ltd.)
Questo allevamento ittico RAS (Recirculating Aquaculture System) è il più grande del suo genere in Norvegia, con un'attenzione particolare al benessere dei giovani. La struttura a terra dispone di attrezzature all'avanguardia per una biosicurezza e una sostenibilità ottimali. Al centro del processo RAS, tutte le pompe di ricircolo sono state fornite da Sulzer.
La sfida
L'impianto Innhavet RAS dispone di 34 acquari di diverse capacità (da 350 a 1'000 m³) in 5 sezioni principali separate. Ogni sezione è indipendente dalle altre e comprende un proprio sistema completo di trattamento dell'acqua a circuito semichiuso (98% di ricircolo + 2% di acqua di reintegro). L'acqua salmastra proveniente dalle vasche dei pesci fluisce prima per gravità ad un filtro a tamburo rotante per la rimozione delle principali particelle solide sospese. Quindi cade in un MBBR (Moving Bed Biofilm Reactor) per la riduzione del TAN (Total Ammonium Nitrogen). Dopo aver attraversato un degasatore in controcorrente per lo strippaggio di azoto e anidride carbonica, l'acqua trattata viene infine pompata in alcune vasche di testa, prima dell'ossigenazione e del ritorno alle vasche dei pesci.
In ogni acquario, l'acqua viene rinnovata completamente ogni mezz'ora. Il benessere dei giovani è fortemente dipendente da un flusso costante di acqua attraverso l'impianto. L'affidabilità delle pompe di ricircolo è quindi di fondamentale importanza.
Le elevate prestazioni energetiche complessive dell'impianto RAS si traducono in un migliore impatto ambientale e costi operativi ridotti. Di conseguenza, i componenti principali dei circuiti di trattamento dell'acqua devono avere efficienze di prim'ordine, in particolare le pompe di ricircolo.
La soluzione
In qualità di fornitore a lungo termine di apparecchiature (pompe e turbine) ad altri stabilimenti Nordlaks, Sulzer è stato coinvolto in una fase iniziale del nuovo progetto. In collaborazione con il Gruppo Momek, un grande fornitore di servizi industriali in Scandinavia, le pompe sono state accuratamente selezionate, non solo per soddisfare i requisiti durante il periodo di garanzia, ma per funzionare in modo ottimale ed economico durante l'intero ciclo di vita del sito. Per il ricircolo dell'acqua salmastra sono state ora installate 50 pompe di processo AHLSTAR e BE in materiale duplex e funzionanti in continuo. Inoltre, 5 pompe sommergibili ad elica VUPX vengono utilizzate in servizio intermittente quando le vasche dei pesci vengono svuotate durante il trasferimento di smolt.
Vantaggio per il cliente
Scegliendo di lavorare con un partner di fiducia, il cliente si è assicurato di ottenere un supporto tecnico rapido e permanente, oltre ai migliori prodotti. Le pompe di ricircolo presentano i seguenti principali vantaggi:
- Rendimento idraulico estremamente elevato che supera di gran lunga le più severe normative energetiche per le pompe dell'acqua. Ciò significa enormi risparmi energetici nel tempo e minori costi totali di proprietà.
- Punti di lavoro vicini a BEP (Best Efficiency Points), basse velocità di rotazione e piastre di base rigide cementate nel calcestruzzo. Le unità di pompaggio funzionano senza problemi con livelli di vibrazione ridotti al minimo.
- Materiale di qualità superiore per tutte le parti bagnate. Per la scelta del materiale della pompa a contatto con l'acqua salmastra, la prospettiva a lungo termine ha privilegiato l'acciaio inossidabile duplex piuttosto che il 316SS. Gli acciai duplex hanno una resistenza di progettazione migliore rispetto agli acciai inossidabili austenitici, nonché una maggiore resistenza alla corrosione, all'abrasione e alla vaiolatura. Alla fine, i costi di manutenzione e il rischio di tempi di fermo vengono ridotti.
Sulzer è un fornitore riconosciuto nel mercato dell'allevamento ittico, con soluzioni di pompaggio, miscelazione e aerazione innovative e comprovate e fornisce prodotti ad alta efficienza energetica con bassi costi del ciclo di vita e il minor impatto ambientale possibile. In qualità di specialista dei materiali in una vasta gamma di applicazioni per acqua dolce, acqua salmastra, acqua di mare e salamoia, possiamo offrire pompe in ghisa, acciaio inossidabile 316, duplex, super duplex, SMO, ecc.
Dati di progetto
50 Pompe di ricircolo AHLSTAR e BE (servizio continuo) nei circuiti di trattamento dell'acqua. Le pompe sommerse monostadio installate a secco sono dotate di giranti semiaperte e tenute meccaniche singole.
| <”Pompe | <”Qtà | Materiale (duplex) | Flusso (m³ / h) | Testa (m) | Efficienza (%) |
| A43-500 | 30 | A890 3A | 1’080 | 4.5 | 88 |
| BE325-2532 | 20 | A890 4A | 430 | 5.3 | 85 |
Cinque pompe sommerse ad elica VUPX-0402 (2’280 m³ / h @ 3 m) (servizio intermittente) per lo svuotamento delle vasche dei pesci.
& Nbsp;
Fonte: Sulzer Ltd.





