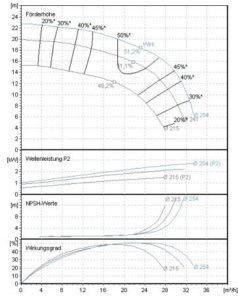
Çarkı döndürürken karakteristik eğri dönüşümü
Aşağıdakiler yaklaşık olarak geçerlidir:
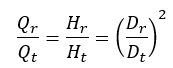
Q = akış hızı
H = teslimat başlığı
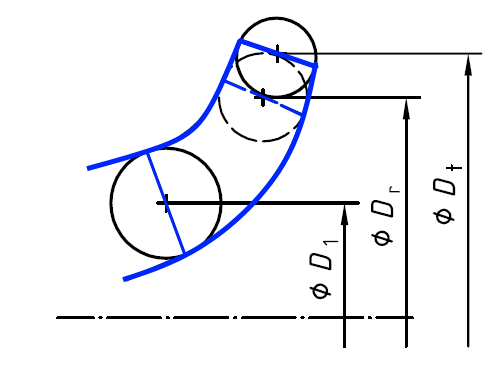
D = çark çapı
r = azaltılmış çark çapı için indeks
t = referans tekerlek çapı için indeks
Gaz kelebeği eğrisi H (Q) bu ilişkiden kabaca belirlenebilir.
Ancak daha kesin bir hesaplama, her bir karakteristik eğriye bir çark çapının atandığı karakteristik haritaların dikkate alınmasını gerektirir. Karakteristiğin yeni rotası, komşu karakteristiklerden gelen dönüşümün interpolasyonu ile belirlenir. Prosesin verimliliğinden tam olarak yararlanmak için, en az üç karakteristik eğriye sahip bir çark haritasının kaydedilmesi tavsiye edilir. En küçük ve en büyük çark çapı arasında büyük bir kalibrasyon farkı varsa, bazı (2..4) ara karakteristikler gereklidir.
Alternatif bir hesaplama yöntemi ISO 9906'da açıklanmıştır. D hücum kenarındaki ortalama çark çapının bilinmesi gerekir 1 . Standarda göre, bu prosedür aşağıdakiler için geçerlidir:
-
- Maksimum %5'e varan çap küçültme
- Tip numarası K ≤ 1.5
- tornalamadan sonra değişmeyen bıçak geometrisi (çıkış açısı, konik vb.)
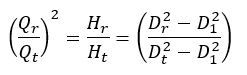
D 1 = Çark hücum kenarındaki ortalama çap
Tip numarası K ≤ 1.0 olan ve çark çapı maksimum %3 küçültülmüş pompalar için verim sabit olarak kabul edilebilir.