Pfeiffer Vacuum erweitert die Baureihe der intelligenten Hochleistungs-Wälzkolbenpumpen HiLobe
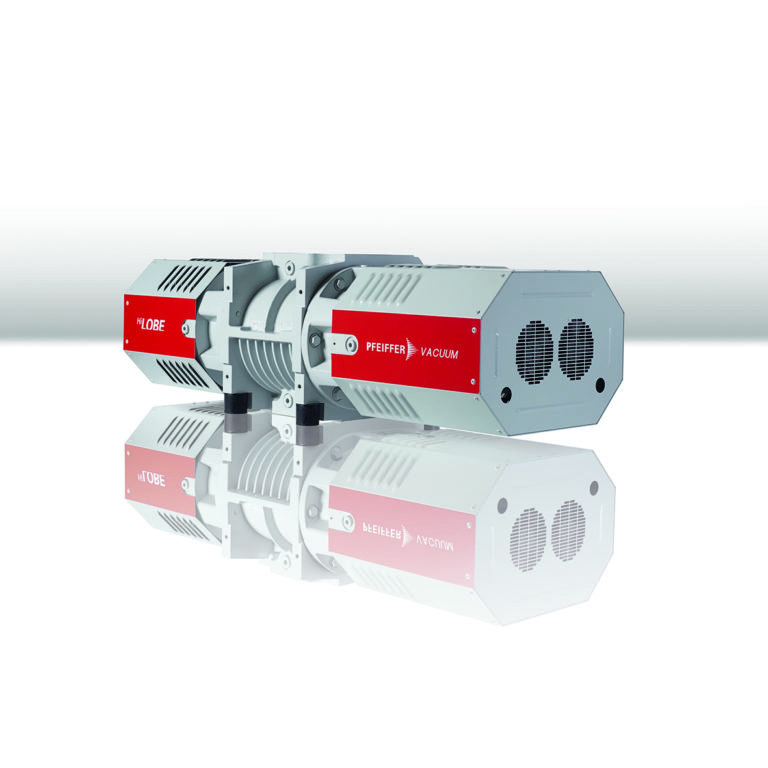
Pfeiffer Vacuum HiLobe. (Bildquelle: Pfeiffer Vacuum GmbH)
Diese Wälzkolbenpumpen bieten ein breites Spektrum an Saugvermögen und Einsatzmöglichkeiten. Die innovativen Pumpen decken zahlreiche industrielle Vakuumanwendungen wie Elektronenstrahlschweißen, Vakuumöfen oder Gefriertrocknung ab. HiLobe Wälzkolbenpumpen sind besonders für Schnellevakuierungen (Schleusenkammern oder Lecksuchanlagen) interessant. Des Weiteren eignen sie sich für den Einsatz in Beschichtungsanwendungen. Durch ihre individuelle Drehzahlregelung können diese Vakuumpumpen auf kundenspezifische Anforderungen abgestimmt werden.
Die kompakten Wälzkolbenpumpen bewältigen einen weiten nominellen Saugvermögensbereich bis 6.200 m³/h. Durch das leistungsstarke Antriebskonzept erzielen sie circa 20 Prozent kürzere Auspumpzeiten als herkömmliche Wälzkolbenpumpen. Zusätzlich sinken durch das schnelle Evakuieren die Kosten, und die Effizienz der Produktionsanlage steigt. Die Wartungs- und Energiekosten der HiLobe Baureihe sind im Vergleich zu herkömmlichen Wälzkolbenpumpen mehr als 50 Prozent niedriger. Gründe hierfür sind die Verwendung von energieeffizienten Antrieben, die sogar die Anforderungen an die zukünftige Energieeffizienzklasse IE4 erfüllen und optimierte Rotorgeometrien der Pumpen. Auch das Abdichtungskonzept leistet einen Beitrag dazu.
Die Pumpen sind zur Atmosphäre hin hermetisch abgedichtet und weisen eine maximale integrale Leckagerate von 1 · 10-6 Pa m³/s auf. Dynamische Dichtungen entfallen, wodurch eine Wartung nur alle vier Jahre nötig ist. Da der Betrieb der HiLobe Wälzkolbenpumpen auch bei Umgebungstemperaturen von bis zu +40 °C mit einer flexiblen Luftkühlung möglich ist, erübrigt sich eine kostenintensive Wasserkühlung.
Die intelligente Schnittstellentechnologie der HiLobe erlaubt eine sehr gute Anpassung und Überwachung der Prozesse. Dies erleichtert vorausschauendes und effizientes Arbeiten. Durch die Integration eines solchen „Condition Monitoring“ stehen jederzeit Informationen zum Zustand des Vakuumsystems zur Verfügung. Zudem erhöht Condition Monitoring die Anlagenverfügbarkeit, weil sich Wartungs- und Instandhaltungsmaßnahmen sinnvoll und vorausschauend planen lassen und kostenintensive Produktionsausfälle verhindert werden. Diese Vorteile münden in lange Lebensdauer und höchste Betriebssicherheit.
Je nach Eignung für das vorhandene System können die Vakuumpumpen entweder vertikal oder horizontal ausgerichtet werden. So lassen sich das Saugvermögen maximieren und die Platzverhältnisse in der Produktion beim Kunden individueller und effizienter nutzen.
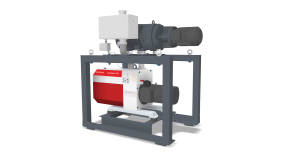
Vakuumpumpstände bestehen aus unterschiedlichen Pumpenkombinationen und werden ergänzt durch anwendungsspezifische Bauelemente, Ventile und Messgeräte. Pfeiffer Vacuum hat eine große Vielfalt an Wälzkolbenpumpständen mit unterschiedlichen Vorpumpen, Abstufungen und Zubehör im Programm. Wälzkolbenpumpstände werden im Grob- und Feinvakuum eingesetzt und sind eine zuverlässige Lösung mit einem großen Saugvermögen im Übergangsbereich (von Atmosphäre bis 10-3 hPa). Die passende Kombination der verschiedenen Vakuumpumpen bietet perfekte Lösungen für ihre Anwendung im Produktions- und Forschungsbereich.
Quelle: Pfeiffer Vacuum GmbH