Mantener limpias las arterias de aguas residuales
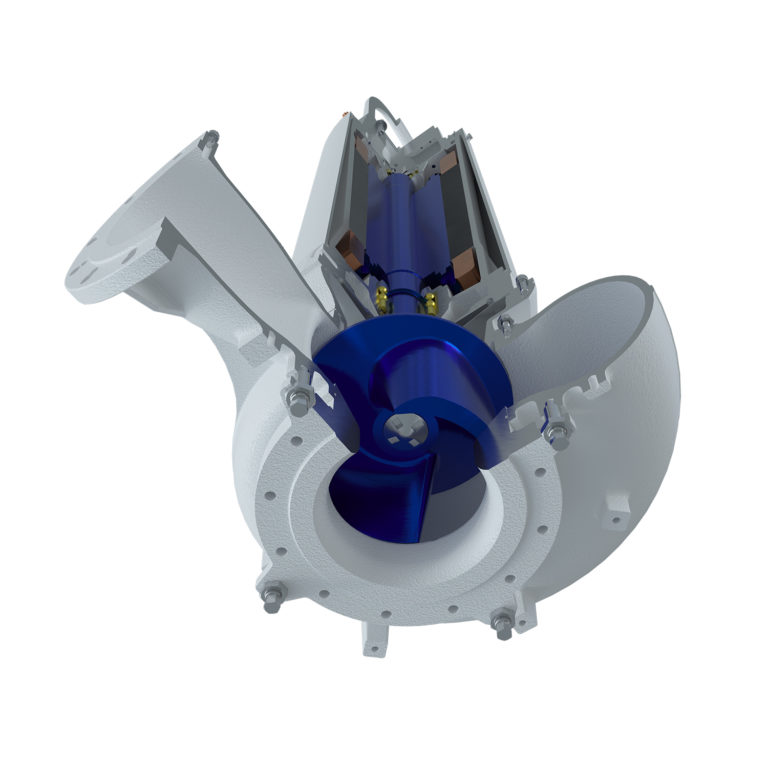
Los diámetros de paso garantizan un rendimiento óptimo. (Fuente de la imagen: Sulzer Ltd.)
El bloqueo de la bomba es un problema creciente y costoso para las empresas de aguas residuales. La elección de una bomba diseñada específicamente para satisfacer los desafíos de la operación de primera línea en las redes de alcantarillado puede reducir drásticamente el tiempo de inactividad y minimizar los costos de vida útil de los activos.
Las tarifas del agua afectan a todos y están determinadas en gran medida por los costos de extracción, tratamiento y limpieza del agua a medida que viaja a través del ciclo del agua. Por lo tanto, cualquier ahorro que se pueda hacer en eficiencia y costos operativos puede tener un efecto beneficioso en el resultado final de los servicios públicos, que debe reflejarse en las facturas de los clientes.
La eliminación de sólidos es el primer proceso en cualquier instalación municipal de tratamiento de aguas residuales. Las mamparas instaladas en la entrada de la depuradora captan gran cantidad de material, compuesto principalmente por toallitas, artículos sanitarios y, en sistemas combinados de gestión de aguas residuales y pluviales, basura de las calles. Una estación de bombeo terminal en España, por ejemplo, recolecta alrededor de 1,6 m3 de materiales fibrosos, equivalentes a aproximadamente 200 000 toallitas húmedas, de los 28 000 m3 de aguas residuales que bombea cada semana.
Superar el desafío de las estaciones de bombeo
La necesidad de procesar grandes volúmenes de material sólido no solo es un inconveniente costoso para las empresas de aguas residuales, sino que también presenta un importante desafío operativo. Las estaciones de bombeo en red, que entregan aguas residuales sin tratar a la estación de bombeo terminal y desde allí a las instalaciones de tratamiento, no se benefician de las pantallas protectoras y deben poder manejar el contenido sólido en su interior.
Si una bomba se bloquea, la primera indicación que reciben los operadores suele ser una alerta a través de su sistema de telemetría que indica un interruptor de protección del motor disparado. La mayoría de las estaciones están equipadas con dos o tres bombas, lo que les permite seguir funcionando con una unidad fuera de línea. Sin embargo, una falla aún requiere el envío urgente de un equipo de mantenimiento para levantar la bomba afectada y despejar el bloqueo antes de reinstalar y probar la bomba. Esto requeriría que dos técnicos viajen al sitio y trabajen aproximadamente dos horas. Los sucesos repetidos en la red pueden aumentar significativamente los costos de mantenimiento para la empresa de servicios públicos.
Para abordar el problema de los bloqueos en las estaciones de bombeo de red y terminales, los principales fabricantes de equipos originales (OEM) han optimizado el diseño de los impulsores. En el caso de Sulzer, la introducción del impulsor ContraBlock (CB) Plus ha proporcionado una mejora considerable en el rendimiento. Este diseño puede mejorar drásticamente tanto la resistencia al bloqueo como la capacidad de mantener la eficiencia durante la vida útil de la bomba. El diseño ha demostrado su capacidad para manejar aguas residuales que contienen toallitas, sólidos y material fibroso, con un diámetro de paso de 75 mm para bombas más pequeñas o 100 mm para unidades más grandes de DN100 y superiores, de acuerdo con varios estándares asociados con la gestión de aguas residuales.
Diseño optimizado del impulsor
En 2009, Sulzer comenzó a introducir el primer impulsor Contrablock Plus (CB Plus) de un canal y en 2013 el primer impulsor CB Plus de dos canales. Desde entonces, la gama sigue expandiéndose.
El diseño utiliza un radio grande y una paleta de borde de ataque inclinada hacia atrás con un perfil cónico que anima al material a no "colgarse" de las paletas, sino que lo dirige para que se deslice hacia el flujo aguas abajo. Cualquier material fibroso restante que se enganche en las paletas del impulsor se deslizará hacia abajo por el perfil del borde de ataque inclinado y se cortará cuando entre en contacto con la placa debajo del impulsor.
Al mismo tiempo, un disco superior cónico mueve material sólido hacia afuera a medida que gira el impulsor. Una cubierta de cubo cónica con un perfil coincidente evita que el material quede atrapado en la interfaz del impulsor y el eje. La geometría del impulsor asegura que la inmensa mayoría de los sólidos pasen directamente a través de la bomba. Las ranuras especiales interrumpidas en la placa inferior maximizan la desintegración del material sin comprometer la eficiencia hidráulica.
Cualquier impulsor que opere en condiciones exigentes de aguas residuales eventualmente estará sujeto a desgaste, lo que conducirá a una reducción de la eficiencia de aproximadamente 2% después de 2000 horas de operación (uno a dos años de uso en la mayoría de las estaciones de bombeo). Idealmente, las bombas de aguas residuales deberían incorporar características de compensación de desgaste, como anillos de desgaste, en su diseño que permitan el ajuste de regreso a una eficiencia óptima.
En el caso de CB Plus, la placa inferior utiliza un diseño cónico maquinado con precisión que permite que el espacio entre la placa y el impulsor se establezca en el espacio óptimo para el rendimiento general de la bomba. El mantenimiento de rutina en el sitio puede incluir un simple ajuste manual que permite restablecer el espacio óptimo, devolviendo la eficiencia de la bomba a la condición de nueva. Por el contrario, el reemplazo de un anillo de desgaste no se puede lograr en el sitio y requerirá que la bomba sea reparada en un taller local.
Las estaciones de bombeo de red y terminales son la primera línea de todo sistema de tratamiento de aguas residuales a gran escala. Los operadores deben asegurarse de que sus sistemas puedan proporcionar disponibilidad continua y altos niveles de confiabilidad sin un consumo excesivo de energía y, a su vez, minimizar los aumentos en las tarifas para los clientes. Trabajar con un OEM experimentado para seleccionar el diseño de bomba adecuado para cada parte de la red puede marcar una diferencia significativa en todos esos parámetros, lo que genera grandes ahorros durante la vida útil de los activos.
Fuente: Sulzer Ltd.