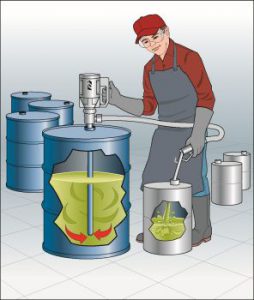
Pumping specialists Michael Smith Engineers have introduced new TEFC (Totally Closed Fan Cooled) IP55 motor options for their range of Finish Thompson drum and barrel emptying pumps. This type of pump is the most reliable and efficient method of transferring a wide range of fluids from container-to-container compared to hand pumps, and these new motor options extend their capability to an even wider range of applications.