New Generation of Process Pumps
New global industry standards are emerging to describe the requirements for heavy-duty centrifugal pumps as used in refineries and process plants around the world. Being a global pump company and using state-of-the-art design and manufacturing techniques, Sulzer Pumps is able to release the next generation of process pumps simultaneously for sale (and installation) in all regions of the globe.
Process pumps used in refineries and chemical plants routinely handle hazardous fluids that are flammable, toxic and corrosive at high pressures and extremes of temperature. They are subjected to continual operation in these aggressive conditions and are not expected to fail. Three years of continuous operation and a design life of twenty years are mandated.
Evolving Industry Standards
Industry standards and specifications that describe customer requirements for the heavy-duty centrifugal pumps used in these environments have typically been published by each of the major oil companies. Many of them have derived their own company specifications from those published by the American Petroleum Institute (API):
- API Standard 610
(centrifugal pumps)
- API Standard 682
(shaft sealing systems)
- API Standard 685
(sealless centrifugal pumps)
Over the last five years, there has been a major effort by internationally recognized standards committees to consolidate these API Standards and have them published as ISO Standards. The result is an eagerly anticipated publication of two new ISO Standards later in the year 2002: ISO 13709 (equivalent to API 610, 9th edition) and ISO 21049 (equivalent to API 682, 2nd edition). Expectations are that this will allow the consistent specification and supply of such equipment wherever in the world it may be purchased and manufactured.
Global Expertise, Local Input
With industry consolidation as the catalyst, Sulzer Pumps has taken technical and manufacturing expertise from all regions of the world and combined this into one centrally co-ordinated project team effort. The team was able to consolidate the best features of several successful and proven existing products into one comprehensive overhung process pump product range. Sales and marketing members of the team have additionally gathered the locally expressed customer requirements.
The result is the widest customer choice on the market, designed and manufactured to the latest technologies. All commonly specified performances, features and options have been consolidated into a product range of 72 frame sizes, including two entirely different configurations: OHH and OHM.
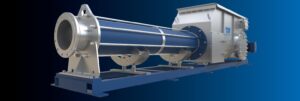
Process Pump Type OHH
The type OHH overhung process pump includes the latest in mechanical seal technology and is used in heavy-duty refinery services, petrochemical plants, gas processing, coal processing and offshore services. It is a horizontal, single-stage, radial-split, centerline-mounted heavy-duty process pump, designed and manufactured in full compliance with the requirements of the forthcoming API Standard 610, 9th edition. The mechanical seals and auxiliaries supplied are in full compliance with the requirements of the forthcoming API Standard 682, 2nd edition. The fluids pumped include water, gasoline, light hydrocarbons (propane, etc.), and crude oil fractionator bottoms.
The customer benefits from the robust construction, the versatility in application, and the long reliable service life. A wide performance range provides for an optimized hydraulic fit for all operating points within the preferred operating range, thus ensuring operation within close proximity to the best-efficiency point.
Type OHM: With Magnetic Drive
The type OHM overhung process pump includes the latest in sealless pump technology. It is a horizontal, single-stage, radial-split, centerline-mounted pump with a high-efficiency magnetic coupling. It is a hermetically sealed system, including a secondary containment with a dry running safety seal. The bearings are product-lubricated. Due to the modular system, some elements are interchangeable with the type OHH range. The pump is fully compliant with API 610, 9th edition, and API 685.
OHM pumps are driven through a magnetic coupling, thus eliminating the need for a mechanical seal and the associated maintenance. The pumps are employed wherever environmentally sensitive or hazardous liquids – such as acids, solvents, hydrocarbons or other aggressive, explosive, toxic or valuable fluids – must be pumped without any risk of leakage. The only monitoring equipment needed is for temperature, pressure, leakage and vibration.
Rapid Design and Validation Techniques
For the first time on an entire consolidated product range, Sulzer has used the innovative techniques available from 3D CAD/CAM throughout all aspects of design and development. Starting with existing recognized hydraulic designs and proven performances, it was necessary to identify any possible "holes" in the available hydraulic coverage. The target being to enable the customer to select a pump to operate within 80 to 110 % of its best-efficiency point for any head and flow point within the performance range. The need for any modified, scaled or newly designed pump performance was thus established. Hydraulic geometries were created and defined in three dimensions, using Sulzer’s own "Volute" and "Impeller" design programs. Designs were checked for conformance, using computational fluid dynamic (CFD) studies (cf. STR 2/2001, p. 24). The completed designs were then imported, using proprietary Unigraphics software and configured into fully featured solid models suitable for both the direct CNC manufacturing processes and the creation of two-dimensional detail drawings. Components for hydraulic development testing were manufactured directly from these solid models.
In taking this approach, it can be assured that all hydraulic performances have been validated prior to release for sale: either from full size pump tests on previous product lines or from the comprehensive qualification test program performed on newly developed performances at Sulzer’s hydraulic test laboratory.