HMS Group Produces Pumps for Novokuibyshevsk Petrochemical Plant
Apollo Goessnitz GmbH (Germany), a subsidiary of HMS Group, designed, manufactured and delivered two bespoke BB5 pumping units according API 610 to one of Rosneft subsidiaries- Novokuibyshevsk Oils and Additives Plant (Samara region).
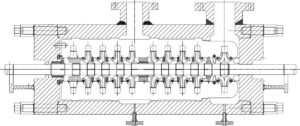
Horizontal 12-stage barrel pump with back-to-back design is used for transfer of wax bearing products. The pump is designed for a maximum discharge pressure of 262 bar at 146°C with 98.5 м3 per hour. The pump skid is equipped with electric motor, gear box, pressurized seal system, API 53A termosyphon system and vibration measurement gauge by Bently Nevada.
Apollo Goessnitz GmbH manufactures high-tech API 610 pumps, pumps according to DIN standards and pumping systems for up-, mid- and downstream, petrochemical and chemical processing and thermal power generation.
Source: HMS Group