Fluid Management Systems from Bürkert for In-Vitro Diagnostics Equipment
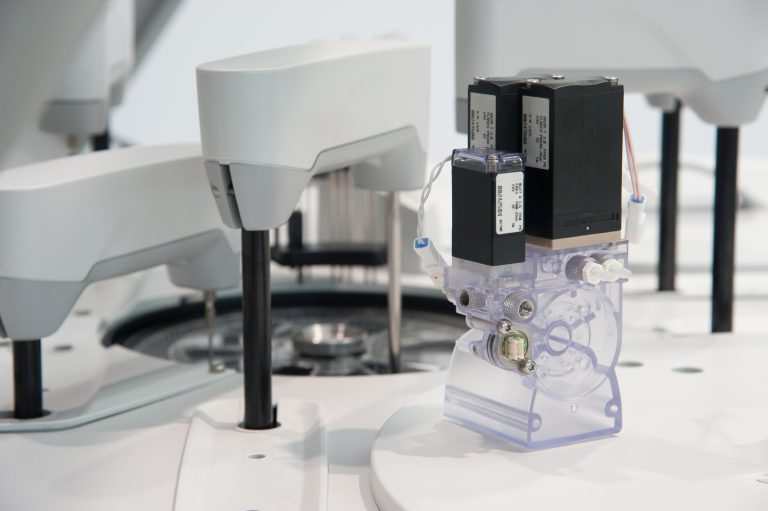
New fluid management solution for in-vitro diagnostics equipment. The dosing unit for a new analyser was jointly developed by an OEM and Bürkert system specialists. (Image source: Bürkert Fluid Control Systems)
However, manufacturers of IVD analysers face challenges in bringing innovative solutions to the market because hospitals and laboratories are reluctant to abandon tried and tested designs.
Any new equipment must therefore offer proven benefits in terms of performance, accuracy, specificity and sensitivity as well as meeting the general requirement to reduce overall costs. This can pose some considerable challenges to development teams. However, they can turn to the Systemhaus facilities of Bürkert Fluid Control Systems for assistance. This type of collaboration makes it much easier to realize innovative, cost-effective and reliable solutions that are also acceptable to the end users in hospitals or laboratories, as the following example shows.
Sophisticated dosing units for a new analyser
A new solution to enable precise and reliable measurement, regulation and control of the flow rates in the dosing units was to be developed for an analyser that is available in five different model variants. In addition, there was a requirement to reduce the model variety of the integrated dosing units and to integrate the functions – consisting in each case of two or three valves, a pressure sensor and a filter – on a transparent, injection-moulded connection plate. The OEM commissioned to develop the dosing unit requested support from the Bürkert system specialists in order to master the demanding challenge in as short a time as possible:
The first step was to develop a basic module that would be compatible with all five models of the analyser. It was manufactured from a clear but UV-stable material to enable the integration of a viewing window on the pump chamber. The various components were then adapted to suit this basic module. These were selected according to the criteria of compact design, effective media separation, minimal internal volume and reliability. Once the basic design had taken shape, Bürkert engineers minimised the dead space of the overall system in order to optimise the cleaning procedures of the analyser. Careful positioning of valves and other components also made it possible to reduce the length of tubing used and improve the aesthetic of the design. On completion of simulations and tests and following approval of the design, the modules were then manufactured by the specialist Bürkert facility. The complete dosing unit was assembled and tested before being shipped to the OEM, which now also benefited from an innovative, compact and reliable solution that also enabled it to reduce development costs and component diversity significantly. This type of collaboration enables the end user to profit more quickly from innovations of this nature without the need to make the devices more expensive.
Source: Bürkert GmbH & Co. KG