Double Diaphragm Pump Efficiency with Verderair
The Verderair air operating double diaphragm pumps series is high-efficient thanks to its rapid acting air valves, the innovative design of air chambers and flow pattern.
How a diaphragm moves
Analyzing the detailed movement of a diaphragm in a double diaphragm pump shows:
- Compressed air is entering the air chamber. At start the air will decompress to fill the chamber.
- When the chamber is full the pressure will rise until the differential pressure becomes enough to overwin the friction losses of the shaft and the diaphragm will start to move
- Than the liquid is pushed out of the pump chamber; (the pressure will rise to overwin the friction losses of the moving liquid), when there is a restriction, the pressure in the liquid will rise until it reaches the air pressure.
- When the diaphragm starts to move, the air chamber will become bigger, so pressure will go down and the cycle starts again from 1.
This is the standard working principle of all double diaphragm pumps. There are almost no possibilities to win on efficiency here.
Where you can win on efficiency
Improving efficiency without using external electronic devices
Some pumps use electronic devices to change the continuous inlet stream of compressed air into a modulated inlet stream. At the end of the stroke the air is not supplied in a continuous stream, resulting in having less consumed air. Using an electronic device is only useful for 2” and 3“ pumps and even then it makes the pumping process unnecessarily expensive. Verderair air operating double diaphragm pumps have improved efficiency without external electronic drives.
Rapid acting air valves
Once the diaphragm reached the end of the stroke compressed air will keep on entering the air chamber until the pressure in the air chamber is equal to the pressure of the supplied air or until the air valve is switching over.
If a valve is developed, reacting faster than every other air valve on the market then you have improved efficiency.
A 1” air operating double diaphragm pump is often working at a stroke rate of 200 strokes/min. So even if the difference per stroke is limited (it can be micro seconds), 200 strokes/min will have a major impact when pumps are running several hours a day.
The rapid acting air valve technology of Verderair uses less compressed air without the need of expensive and difficult to maintain electronic components. And is available for every pump size.
Innovative design of the air chambers
When the exhaust air is removed out of the pump without unnecessary restrictions, compressed air is only used for moving the fluid not for pushing out the used air.
Innovative flow pattern
The Verderair double diaphragm pumps have a smoother and higher flow rate because of its innovative flow pattern.
Special focus is given to the “pressure drop” of the liquid by passing through the chamber. This results not only in a smoother flow but is also increasing the pumped volume of liquid. Less compressed air is needed.
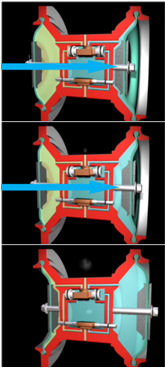
Picture: 1. Pump starts to move to the right / 2. Air chamber is becoming larger and liquid is pushed out of the pump chamber / 3. stroke ends. the air valve will switch to start moving to the left. (Image: Verder)
Source: Verder Deutschland GmbH & Co. KG