Standardized Chemical Pump for High Temperatures
17.06.2003
KSB's Secochem chemical pumps combine the well-proven hydraulics with the energy-saving EC canned motor technology.

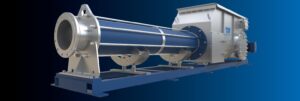
Secochem standardized chemical pumps: now also for temperatures above 350 °C. (Source: KSB)
Improved efficiency and increased reliability are the new seal-less pump's features aimed at reducing life cycle costs.
Secochem, which is now also available in a design that can handle temperatures of more than 350 °C, combines the well-proven hydraulics of the manufacturer's standardized chemical pumps with a canned motor. And what is more, the pump is for the first time presented with a so-called "EC motor" which has considerably lower electrical losses than a conventional three-phase drive.
Source: KSB SE & Co. KGaA